Lección 1: Estrés de las partes
de ABS
Para mi primera entrada, es una lección que no solo sirve para
impresoras 3d, si no para cualquier proyecto que ocupe ABS dentro de los
materiales.
ABS es un termoplastico : http://en.wikipedia.org/wiki/Acrylonitrile_butadiene_styrene
Perfecto para la impresión 3d, excepto por el hecho que absorbe humedad muy
fácilmente (al menos los filamentos para impresión 3d), y una vez que lo hace
se vuelve increíblemente frágil (imagínense pasar de la resistencia de un
bloque de lego a la de un espagueti crudo, solo por humedad).
Para evitar eso yo trato de exponer los rollos de ABS a la mínima humedad
posible, mantener siempre los rollos dentro de una bolsa hermética y con un
paquete de desecante para absorber la humedad.
¿Como afecta eso a una impresora 3d?
Hay que tener esto en consideración cuando se fabrica una RepRap (una impresora
3d autoreplicable), si existen partes de la impresora que resistirán estrés y
estarán a la intemperie, es cosa de tiempo antes de que se comiencen a
destruir, solo el hecho de tener piezas bajo estrés en un entorno de humedad es
suficiente para observar puntos de desgaste.
¿Como solucionarlo?
Según he visto hay 2 formas de solucionar este problema (comprobadas):
1)En vez de ocupar ABS se ocupa PLA (https://en.wikipedia.org/wiki/Polylactic_acid)
o acido polilactico, no absorbe la humedad como el ABS y es mucho más rígido
pero al mismo tiempo más frágil, es el material ideal para una impresora 3d
dado que las piezas no son sometidas bajo mucho estres.
2)Ocupar un infill mucho mayor (desde un 35% para arriba no he tenido
problemas), aún así se deforma, pero no se destruye, mientras menor infill
exista, menos flexible es la pieza antes de quebrarse.
Esta es la segunda lección que aprendí
fabricando el primer prototipo de impresora:
ABS (por ser blando y por tener un coeficiente de fricción "no bajo"
con el acero inoxidable) es un pésimo material para hacer bushings.
Pero comencemos desde el inicio:
Uno de los objetivos de mis impresoras es abaratar el costo al mínimo, eso
implica deshacerse de todo lo "caro" dentro de una impresora 3d, y
una de las cosas que cae dentro de esa categoría son rodamientos lineales.

Los rodamientos lineales son CAROS, no hay otra manera de ponerlo, pero tienen
sus motivos: son precisos y están diseñados para trabajar bajo cargas
considerables, curiosamente la impresión 3d es una tecnología que se beneficia
de la precisión pero no ejerce cargas considerables por los cuales fueran
necesarios rodamientos lineales, por lo que si existiera un componente que
eliminara los costos de los rodamientos lineales (aunque eso signifique perdida
de calidad en las impresiones) entonces tendría que incluirlo.
En eso entra el nuevo componente: bushings también llamados "plain
bearings" (http://en.wikipedia.org/wiki/Plain_bearing) ,
estas partes tienen la función de reducir la fricción entre componentes que se
mueven sin necesidad de rodar (o ocupar rodamientos), mientras menos
rodamientos tenga, más barato será la impresora (y a casi 2 dolares el
rodamiento, es un elemento a considerar).

Buscando en Thingiverse.com (lugar ideal para ver las ideas de otras personas,
claramente no soy el primero en hacer algo así) encontré ideas de donde
comenzar (http://www.thingiverse.com/search/basic?q=bushing),
y observando todas noté una tendencia:
1)Casi todos ocupan PLA (según lo que sale en algunos modelos es por la dureza
del material).
2)No envuelven completamente al cilindro.
3)Tienen áreas que permiten que el bushing cambie de diámetro interior (para
compensar las tolerancias de la impresión 3d, no son piezas de precisión).
Tomando todo lo anterior hice mi primer diseño de bushing:


Dentro de todo, "funcionaban"
pero era necesario una cantidad importante de lubricante, ademas que no eran
silenciosos, y se deformaban (lo que se traducía en inexactitudes en la
impresión). por lo que para mi segundo prototipo incluiré las siguientes
mejoras:
1)Hechos de nylon (los bushings comerciales están hechos de este material)
2)Capacidad de aumentar o disminuir el diametro interno del bushing (para hacer
modificaciones rápidas)
3)Piezas separadas: así podré cambiar el componente que se desgasta sin tener
que imprimir todo el carril denuevo (lo que pasa en el primer prototipo).
Saludos y recuerden: Google es tu amigo
Estimados:
Esta corresponde a la lección 3 de lo que aprendí haciendo mi impresora:
PLA es un material rígido, pero fragil (como vidrio), pero el ABS es un
material elastico pero blando (como el acero... y si, el acerlo es elastico, si
no piensen de que están hechos los resortes)
Esta lección viene aprendida cuando hice el segundo prototipo de mi impresora,
para el primer prototipo todas las partes eran de ABS (dado que era el único
material sobre el cual podría imprimir en ese entonces), luego noté con el
tiempo que la humedad, y el estrés seguido generaba piezas
"quebradizas", que luego cedían, y bajo la tensión de la estructura
de la impresora tenía que imprimir nuevas:


Si observan las fotos notarán los puntos claros donde hay estres en la pieza
(lugares blancos, el ABS se vuelve más claro si se deforma)
No obstante, los extrusores de las impresoras 3d (algunos) están hechos de ABS,
y de hecho, se recomienda ocupar ABS para piezas que tienen estres mecánico,
pero para estres "estático" como piezas estructurales que no están
sometidas bajo fuerzas extremas, PLA es recomendado dado que es más rígido
Estimados lectores:
Esta lección CASI se me pasa por alto, pero diría que es una de las más
importantes por dos razones:
1)La aprendí a la mala (ensayo y error, impresiones fallidas y piezas
destruidas)
2)Es tan increiblemente obio que me sorprende no haberlo aprendido antes
La idea es simple:
Si una pieza la vas a tener bajo estres: es importante que sea lo más
redondeada posible en toda la extensión en el eje que la fuerza va en la pieza
Me explico, con ejemplos prácticos:

Este es un tanque de gas, almacena gas a alta presión, ¿notan la forma que
tiene?, es redondeada, si no fuera así el gas tendría un punto débil donde la
presión del gas iría debilitando esa zona, hasta destrozarla.
¿Suena sencillo?, ¿Cualquier ingeniero podría
saberlo?
No , para nada, de hecho es una lección
que se ha aprendido con el tiempo y se ha ejercido en prácticamente todas las
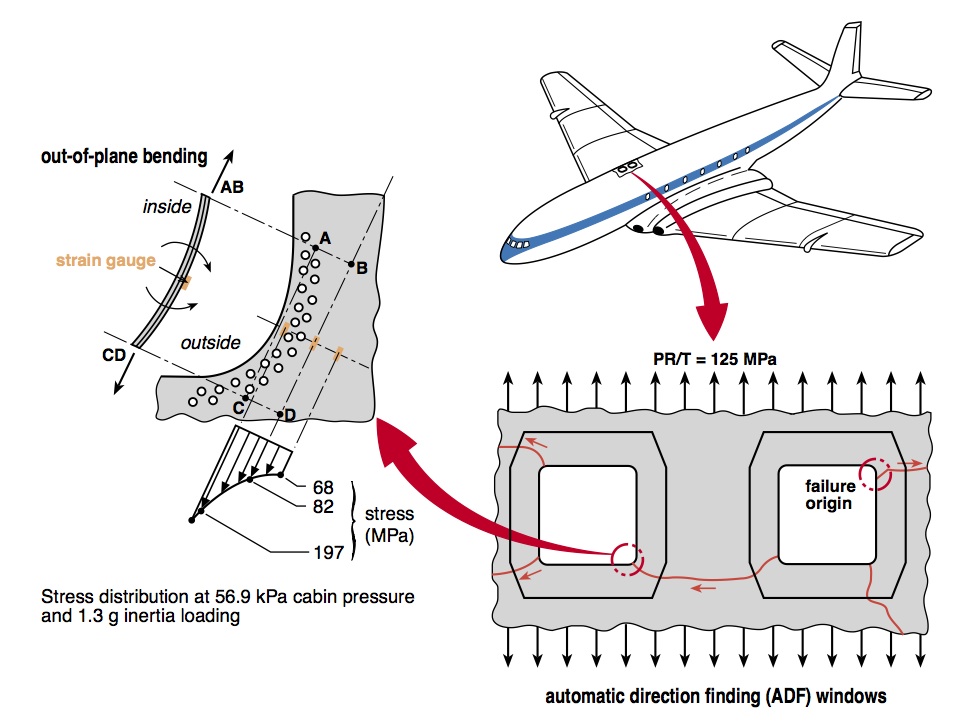
estructuras que resisten fuerzas, pero uno de los casos más emblemáticos fue el
Dehavilland Comet (http://en.wikipedia.org/wiki/De_Havilland_Comet)

Este aeroplano fue el primer avión comercial en ocupar motores jet (lo que le
permitía volar a mayor altura y mayor velocidad al tener mejor resistencia con
el aire dado que la atmosfera es menos densa a medida que aumenta la altura,
pero también está sometida a una mayor diferencia de presión entre el exterior
y la cabina)
¿Que fue lo que pasó con este avión?
Se desintegraba en plenos vuelos, ¿la razón? , las ventanas eran cuadradas,
generando puntos débiles y con el continuo estrés de las diferencias de presión
entre la cabina y el exterior el avión sencillamente no aguantaba y se
destruía.

¿Y como afecta eso a mis piezas de impresión 3d?
Pieza que está redondeada en las esquinas ocupando
"Fillet Edge" (que permite redondear esquinas) en Rhino (un software
de edición 3d)
Misma pieza que la anterior pero SIN "Fillet
Edge" (o sea, tenía esquinas no redondeadas, generando puntos débiles que
ceden con el tiempo)
Así de importante es, define la diferencia entre una pieza que aguanta el
tiempo y piezas frágiles
Saludos y suerte en sus impresiones
Hola nuevamente:
Esta es la lección 5 que aprendí en el tiempo que he estado en impresión 3d:
Uno de los problemas recurrentes en la impresión 3d es el "curling" o
"peeling" que es un efecto secundario de la extrusión de plástico, lo
que sucede es que las impresoras 3d extruyen plastico caliente, se enfría y se
contrae, eso genera que las capas superiores "tiren" de las capas
inferiores, y si la impresión no está lo suficientemente adherida a la base, se
va a despegar.

En la foto anterior podemos ver que este efecto tiene mayor fuerza en las
esquinas, dado que tienen menor contacto con la base genera un "efecto
dominó", o sea, se despega una parte minuscula de la esquina que va de a
poco despegando el resto.
No obstante, depende de que material se imprima existen distintas maneras de
solucionarlo, el ABS se adhiere al kapton caliente (kapton es una poliamida que
resiste altas temperaturas, se compra generalmente como aislante electrico de
alta temperatura), y el PLA se adhiere al papel o a componentes fibrosos (por
lo que es recomendable ocupar "blue painters tape" que en el fondo es
papel por un lado y adhesivo por el otro)
Aún así, es posible que se genere curling en las impresiones (si son
impresiones muy grandes el curling será mayor), por lo que la solución es
sencilla: aumentar el area de impresión en las zonas donde es posible que
ocurra curling con mayor facilidad:

Eso es una "oreja de ratón", que es un cilindro delgado añadido al
modelo 3d, ese cilindro lo que hace es aumentar el area de contacto con la
superficie de impresión, aumentando la adherencia, por lo que lo único que
tienes que hacer es añadir un cilindro de una o dos capas (0.2 o 0.3 mm) de
alto en todas las esquinas y potenciales zonas donde puede ocurrir curling,
esta tecnica tambien funciona con ABS pero tambien hay otra manera para adherir
las impresiones de ABS al kapton.
El ABS derretido (en mi experiencia) se adhiere con más ABS y con kapton, por
lo que otra solución para pegar las partes en mis impresiones 3d es ocupar
"slurry".
El "slurry" es una mezcla de ABS con acetona (la acetona diluye el
ABS hasta volverlo entre un líquido hasta una pasta dependiendo de las
concentraciones) así que lo que hago es agarrar un frasco (pequeño, de algún
plástico o vidrio que NO vaya a ser diluido por la acetona, una vez me pasó que
coloqué acetona en un frasco plástico y en unas horas el frasco tenía agujero)
y mezclar 2 partes de acetona con 1 de ABS (como recomendación, ocupen ABS en
desuso, o sea, impresiones fallidas, rotas, material de soporte, etc), lo dejan
un par de días y les quedará un líquido con una "jalea" en el fondo,
la "jalea" es abs que no se diluyó pero el líquido es acetona con ABS
en solución.
Más información de lo anterior lo pueden encontrar acá: http://www.thingiverse.com/thing:14490
Una vez que tengan el "slurry" lo que harán será calentar la
superficie (las impresoras que imprimen ABS tienen que tener una "hotbed"
que es una superficie que se calienta para pegar el ABS a ella), y una vez que
esté caliente la superficie (90 grados celcius en adelante) esparcirán el
slurry por la superficie, notarán que la acetona se evaporará instantaneamente
dejando una capa muy fina de ABS (que es increiblemente adhesiva con más ABS),
generando una base de impresión perfecta para imprimir en ABS, se verá algo
así:

CUIDADO: Esta capa será MUY adherente con ABS, por lo que si ocupan este método
prepárense a pasar un buen rato despegando la impresión, la parte buena es que
nada la despegará mientras imprima, la mala es que les costará sacarla despues,
para solucionarlo simplemente coloquen menos slurry hasta que encuentren la
capa adecuada para sus impresiones.
Saludos y suerte en sus impresiones
Gracias Sebastian Basaure por compartir toda esta información en su blog